
前回の続きです。
ガーバーデータ(設計情報)を送ったプリント基板が届きましたので、さっそく作製に入ります。
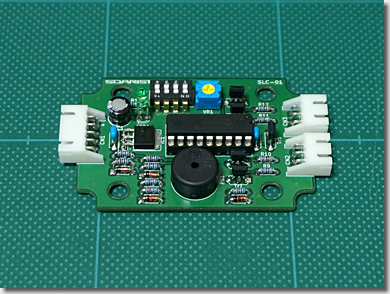
部品を実装したところです。
想定どおり、シンメトリックに、部品が整然と配置できました。
#圧電サウンダも、ブレッドボード上ではPWM制御による共振(高周波の“鳴き”)が気になりましたが、基板に固定したことで、共振が止まりました。
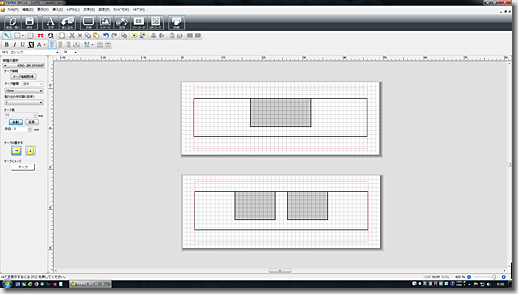
つづいて、プラスチックケースの側面を正確に切削するため、いつもの「テプラ技」を使います。
コネクタの形状に合わせて、切削する位置を作図します。テプラ(PRO SR3900P)の解像度は360dpi、最小線幅は0.1mmのため、かなりの精度が出せます。

テプラで作った型紙に合わせて、フライス盤で正確に切削します。
耐熱ABSといえど、プラスチックは、加工時の熱で削りカスが簡単に溶着し、“バリ”が出てしまうため、エンドミルの回転数の管理(低速でゆっくり切削)が重要になります。
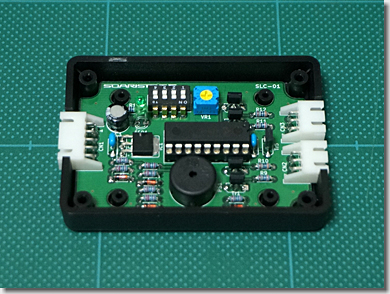
プラスチックケースに、プリント基板を実装したところです。
コネクタの形状に合わせて、寸分の狂いも無く、切削できました。
基板は、プラスチックケース内の基板固定用のボスを逃げるよう設計してあるため、ICソケットの上にPIC(PIC16F819)を実装しても、ぴったり収まる高さ(内寸11mm)になっています。
(通常の取り付け方法では、天地7mm程度しか確保できないため、ICはハンダで基板に直付けとなります)
PICの抜挿が可能となることにより、今後のファームウェアのバージョンアップなどが可能となります。
基板は、プラスチックケースの底面に、超強力両面接着テープ(厚さ1mm)を使って固定してあります。
また、定電圧レギュレータは、動作中は相応の熱を持つため、パッケージの足を90°折り曲げ、「固まる放熱用シリコーン」で基板表面に固定しています。
(基板そのものをヒートシンクとすることで、密閉空間での熱対策としています)

プラスチックケースの上面も、ボール盤で正確に穴開け加工します。
2つの穴のうち、左側のものは、電源(動作)確認用の緑色LED、中央右側のものは、スモールランプ点灯時の明るさ調整用のボリュームです。
#圧電サウンダ用の穴を忘れましたが、基板に固定したことにより、それなりの大きさの音が出るようになったため、とりあえず開けないことにしました。
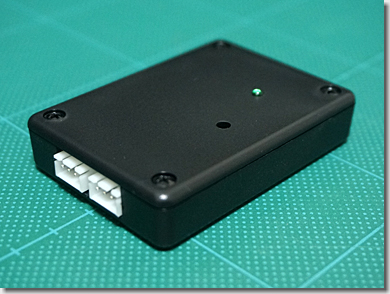
このような感じで、市販製品にも負けないほどのクオリティに仕上がりました。
#素晴らしいっ!!0xF9CF
(つづく)
| 16 Related Entries | |
 セキュリティLED制御回路の製作(2) | Next  超広角ドライブレコーダー(DataSystem DVR3000)の改造 |
 SOARISTO at 20:24:54
|
Comment(0)
|
Trackback(0)
SOARISTO at 20:24:54
|
Comment(0)
|
Trackback(0)Link URL: https://www.soaristo.org/blog/archives/2017/12/171217.php
Post Comment